Rénovation de marqueuses industrielles
Amélioration du pilotage
des racleurs de sucre en milieu ATEX
Présentation du projet
Dans l’industrie sidérurgique, certains équipements jouent un rôle discret mais absolument essentiel dans la continuité de production.
C’est notamment le cas des marqueuses industrielles, utilisées pour identifier et tracer les produits en sortie de ligne. Lorsqu’un système devient obsolète ou tombe en panne, l’impact dépasse la simple fonction de marquage puisque c’est toute l’organisation de production qui peut être fragilisée.
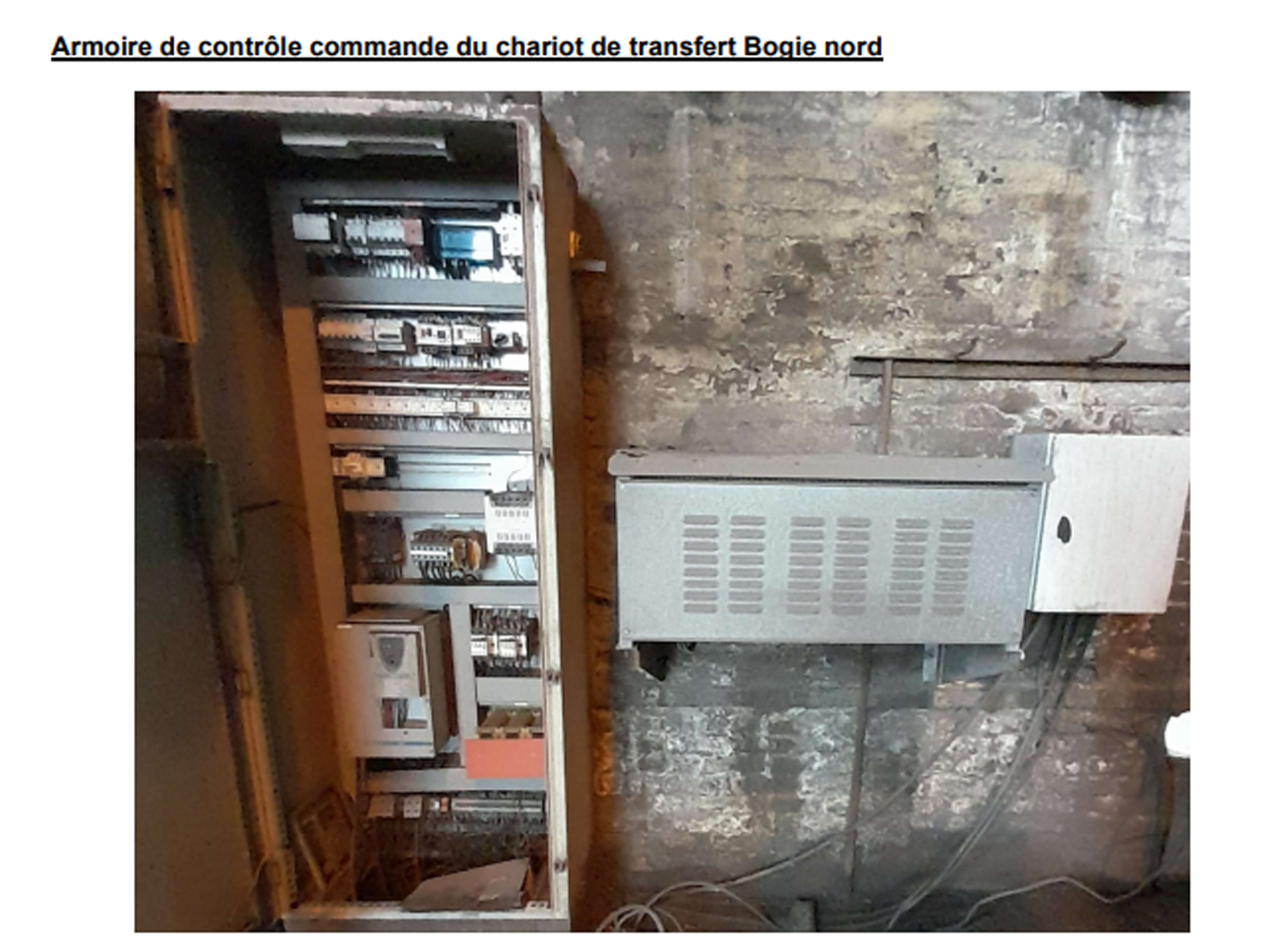
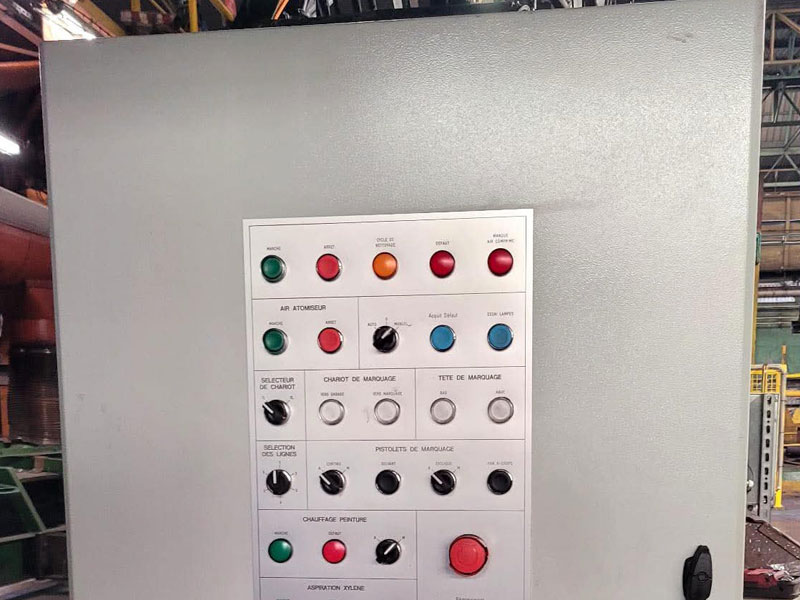
C’est dans ce contexte qu’A2SI est intervenu sur un projet de rénovation de deux marqueuses industrielles, une marqueuse Dillinger et une marqueuse HARSO, exploitées sur une ligne de laminage de tôles dans le Dunkerquois. L’objectif était clair : remettre en service des équipements devenus critiques tout en évitant le remplacement complet des machines, pour une démarche éco-responsable et plus durable.

Un contexte industriel fortement contraint
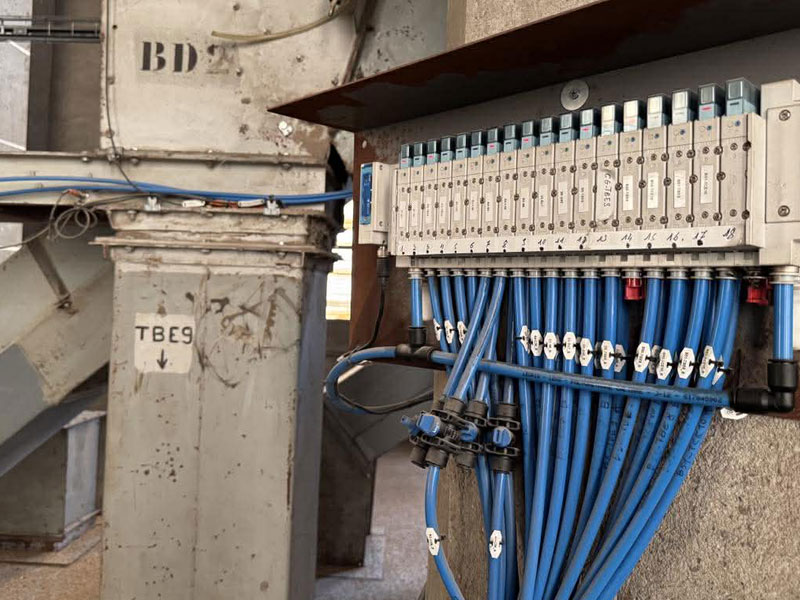
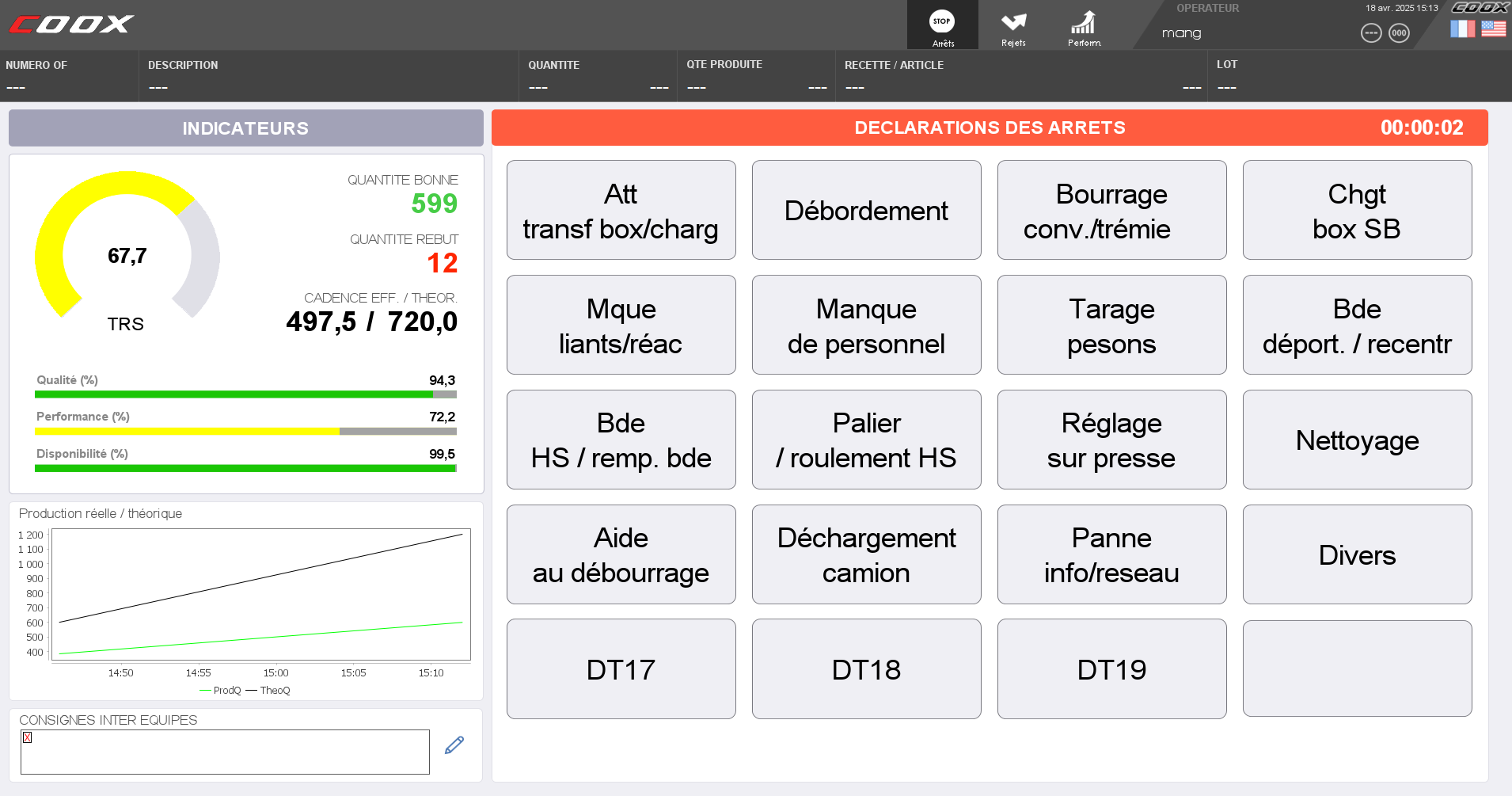
Acteur majeur de la sidérurgie, notre client exploite ces marqueuses pour assurer l’identification des tôles laminées en sortie de process. Les installations devaient être capables de gérer simultanément jusqu’à sept lignes de marquage, avec des exigences élevées en matière de synchronisation, de précision et de disponibilité.
Avec le temps, les systèmes de contrôle-commande étaient devenus difficiles à maintenir, de par une architecture d’origine qui reposait sur des technologies anciennes, dont certains composants étaient obsolètes. La situation était d’autant plus complexe qu’aucune source programme exploitable n’était disponible. Après une panne importante, le client s’est donc retrouvé face à une problématique classique dans l’industrie, fallait-il remplacer complètement les machines ou rénover uniquement les parties critiques ?
La mécanique des marqueuses étant encore en bon état, le choix d’une rénovation ciblée s’est rapidement imposé. Cette approche permettait de préserver les éléments mécaniques existants tout en modernisant entièrement la partie automatisme et pilotage.
Une rénovation complète du contrôle-commande
L’intervention d’A2SI a consisté à reconstruire intégralement le système de contrôle-commande des deux marqueuses. L’un des principaux défis du projet résidait dans l’absence quasi totale de documentation et de programmes sources. Les équipes ont donc dû repartir d’une feuille blanche pour reconstituer le fonctionnement des machines.
Cette phase de rétroconception a nécessité un important travail d’analyse terrain afin de comprendre les séquences opératoires, les logiques de marquage et le comportement des axes. L’objectif n’était pas seulement de remplacer l’ancien système, mais également de fiabiliser durablement l’installation et de simplifier sa maintenance future.
Le projet a été conduit selon une méthodologie inspirée du cycle en V et des principes GAMP5, ainsi les équipes ont d’abord formalisé l’analyse fonctionnelle avant de développer les nouvelles logiques de pilotage. Une phase de simulation et de validation a ensuite permis de sécuriser progressivement la remise en service opérationnelle.
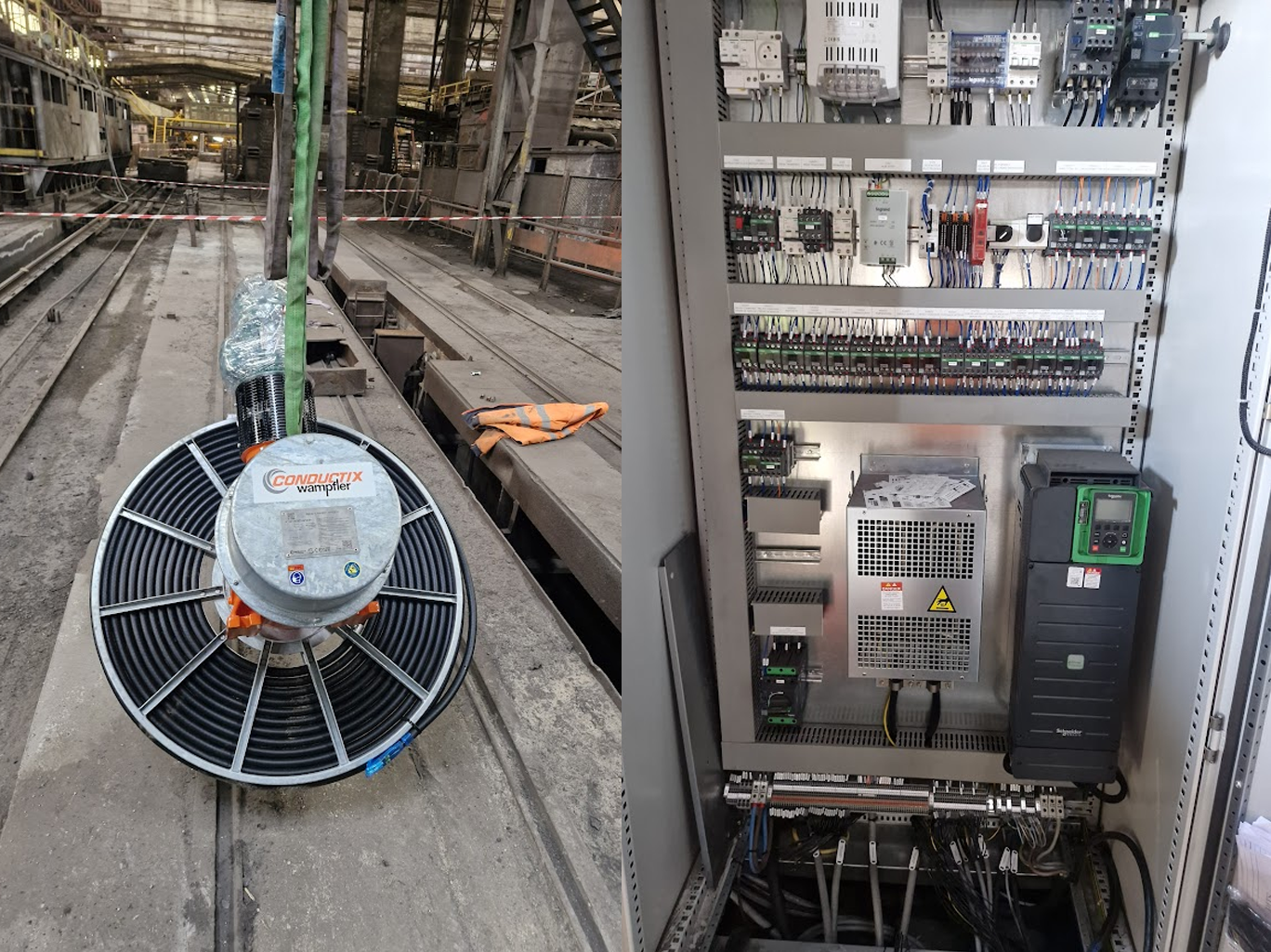
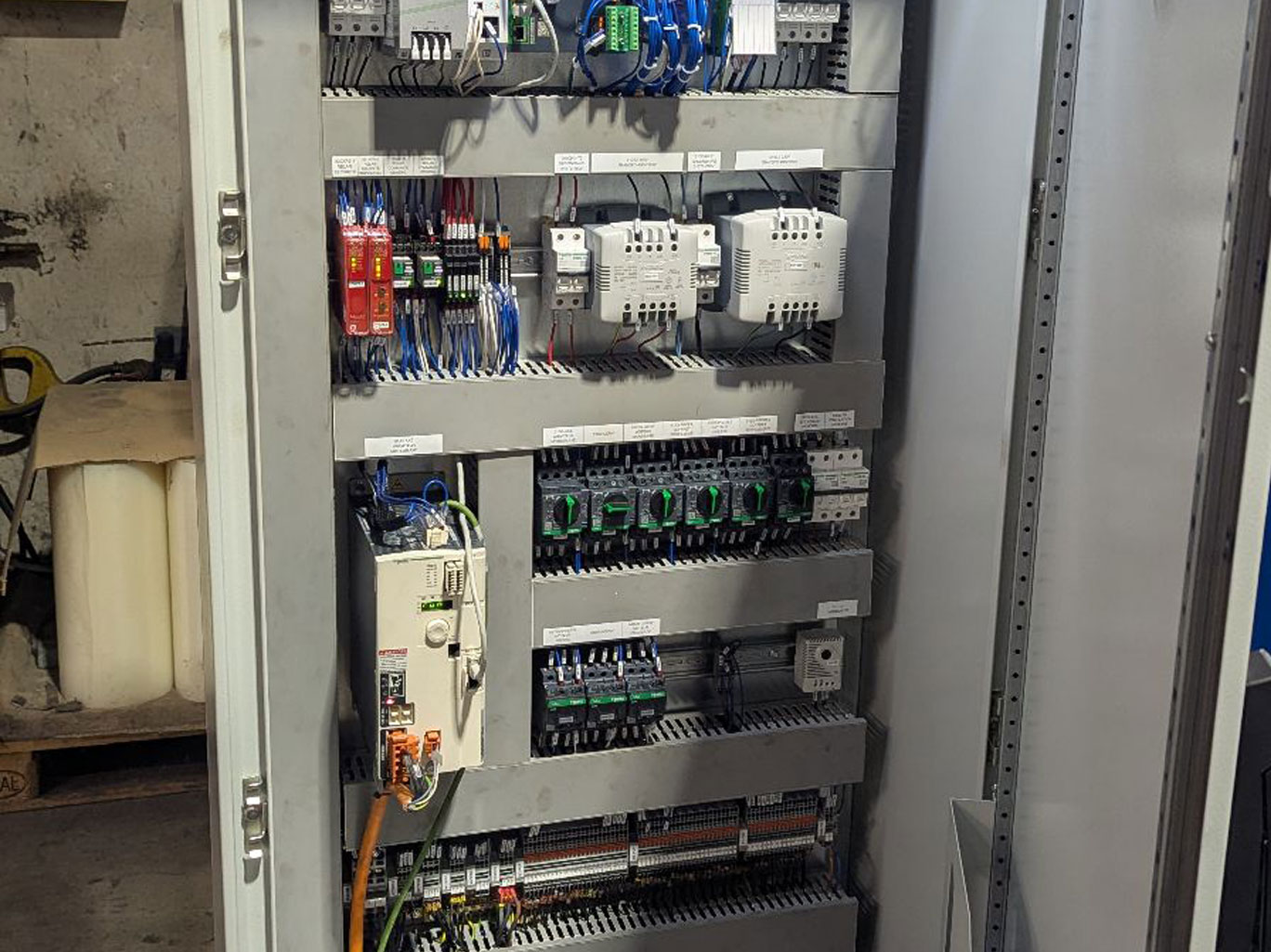
Une architecture moderne et pérenne
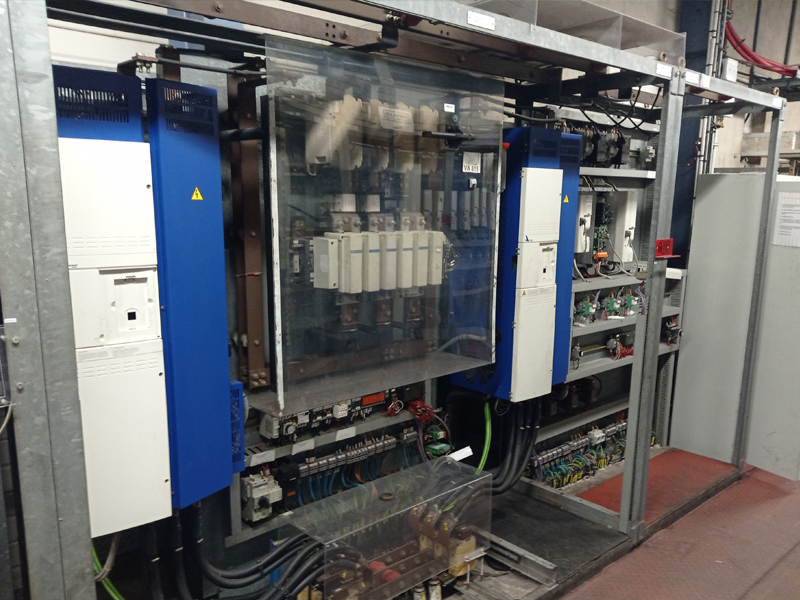
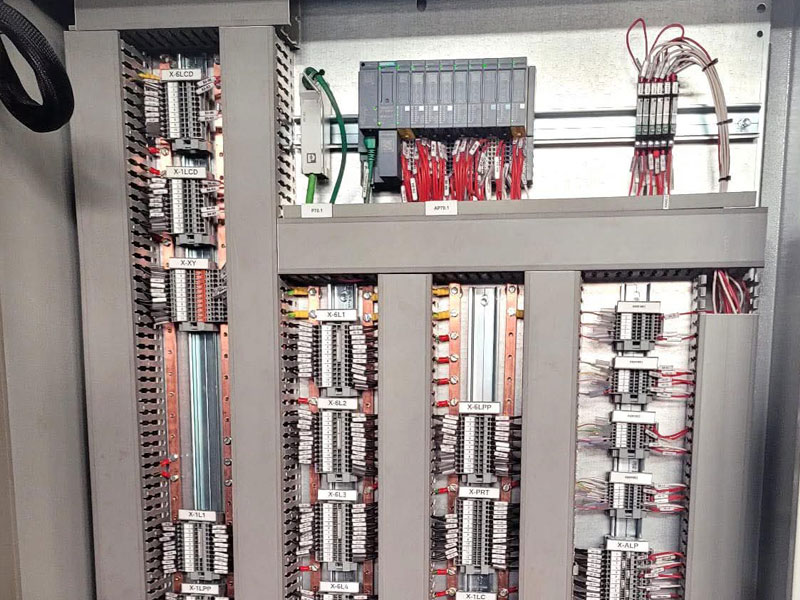
Pour cette rénovation, A2SI a déployé une architecture basée sur un automate Siemens S7-1500 Safety intégrant les fonctions de sécurité et le pilotage des axes. Les mouvements sont gérés via des objets technologiques directement intégrés dans l’automate, associés à des cartes d’axes dédiées.
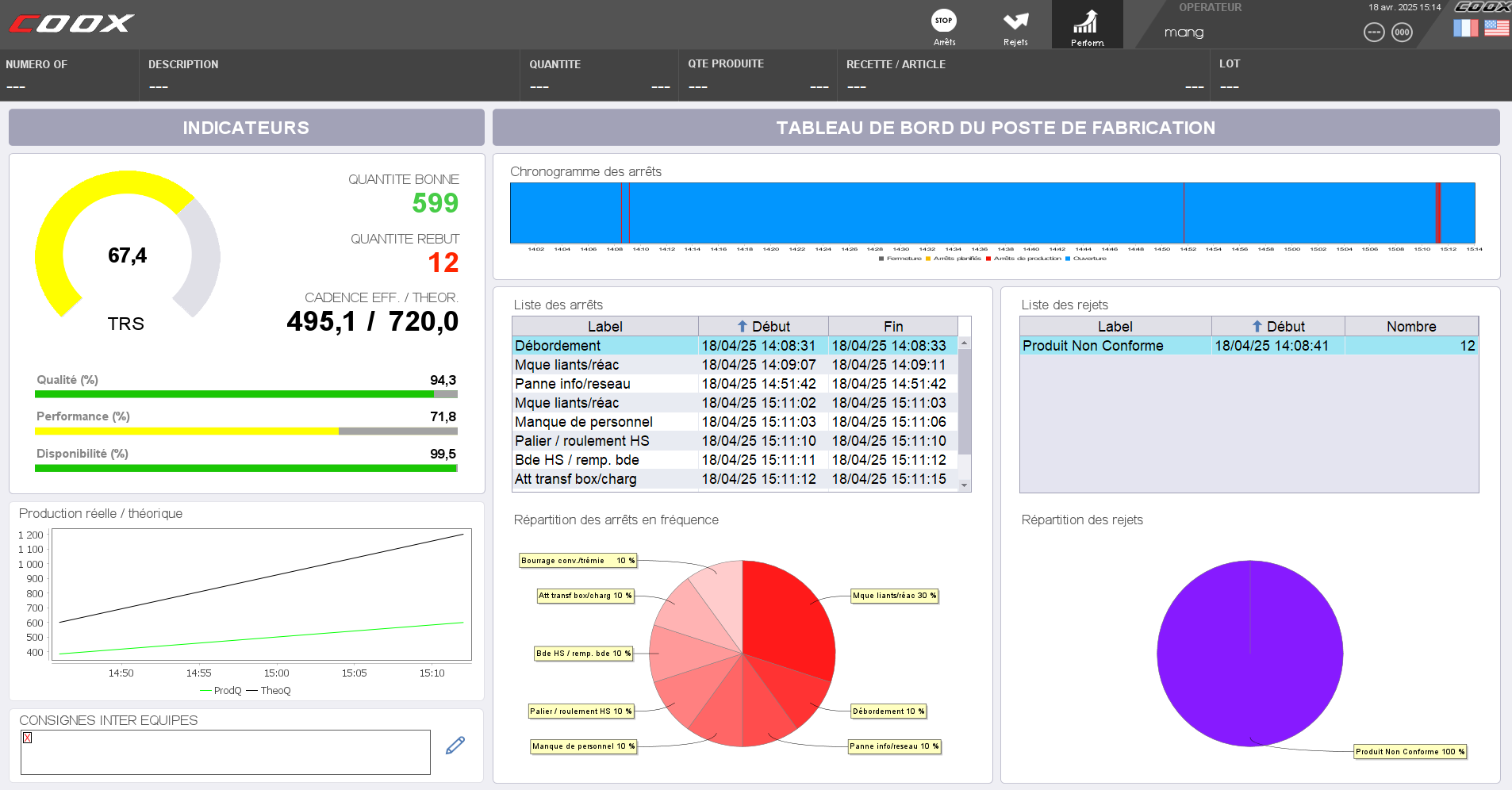
Cette nouvelle architecture apporte plusieurs bénéfices majeurs, puisqu’elle améliore d’une part la précision du pilotage des marqueuses, ce qui est un point essentiel dans un environnement de production sidérurgique où la qualité de traçabilité est critique. Et d’autre part, elle permet également de simplifier considérablement les opérations de maintenance grâce à une technologie standardisée et pérenne.
Au-delà de la remise en fonctionnement, le projet visait surtout à redonner de la visibilité au client sur l’exploitation future de ses équipements. Avec ce nouveau système, il a désormais une base moderne, évolutive et maintenable sur le long terme.
Un projet à forte valeur industrielle
Cette rénovation représente un investissement d’environ 150 000 euros et près de 1 000 heures de travail. Mais au-delà des chiffres, le projet illustre surtout une problématique industrielle très actuelle qui est de prolonger la durée de vie d’équipements stratégiques sans engager des remplacements complets extrêmement coûteux.
Dans de nombreux sites industriels, les machines restent mécaniquement performantes alors que leur contrôle-commande devient obsolète. La rénovation constitue alors une alternative particulièrement pertinente, à condition de disposer des compétences capables de comprendre les systèmes existants et de reconstruire des architectures fiables à partir d’environnements parfois très dégradés.
L’expertise A2SI dans la modernisation industrielle
Ce projet met en lumière le savoir-faire d’A2SI dans les opérations de rénovation et de modernisation d’équipements industriels complexes. Les environnements anciens imposent souvent des contraintes importantes : absence de documentation, technologies dépassées, contraintes de production fortes et impossibilité d’arrêter durablement les installations. Grâce à sa maîtrise des automatismes Siemens, du motion control et des architectures de contrôle-commande industrielles, A2SI accompagne ses clients dans la rénovation de systèmes critiques tout en valorisant l’existant. Cette capacité à intervenir sur des installations anciennes et à reconstruire des solutions pérennes constitue aujourd’hui un véritable levier de performance pour l’industrie. La rénovation des marqueuses Dillinger et HARSO en est une illustration concrète : un projet technique exigeant, mené dans un contexte industriel sensible, avec pour résultat une installation modernisée, fiabilisée et prête pour les années à venir.