Comment un système MES sur mesure a permis de transformer le pilotage de la performance industrielle
Digitaliser pour mieux produire : retour sur un projet industriel à fort impact
![]()
BGDK à Dunkerque
Dans l’industrie, la performance ne dépend plus uniquement de la qualité des équipements, en effet la capacité à exploiter les données de production en temps réel est devenue un levier majeur de compétitivité.
A2SI a récemment accompagné un acteur majeur du conditionnement de pellets de bois dans la mise en place d’une solution MES couplée à un système de suivi du TRS (Taux de Rendement Synthétique).
L’objectif était de comprendre précisément les causes de sous-performance, d’améliorer le pilotage des opérations et ainsi d’augmenter durablement la productivité de l’installation.
-
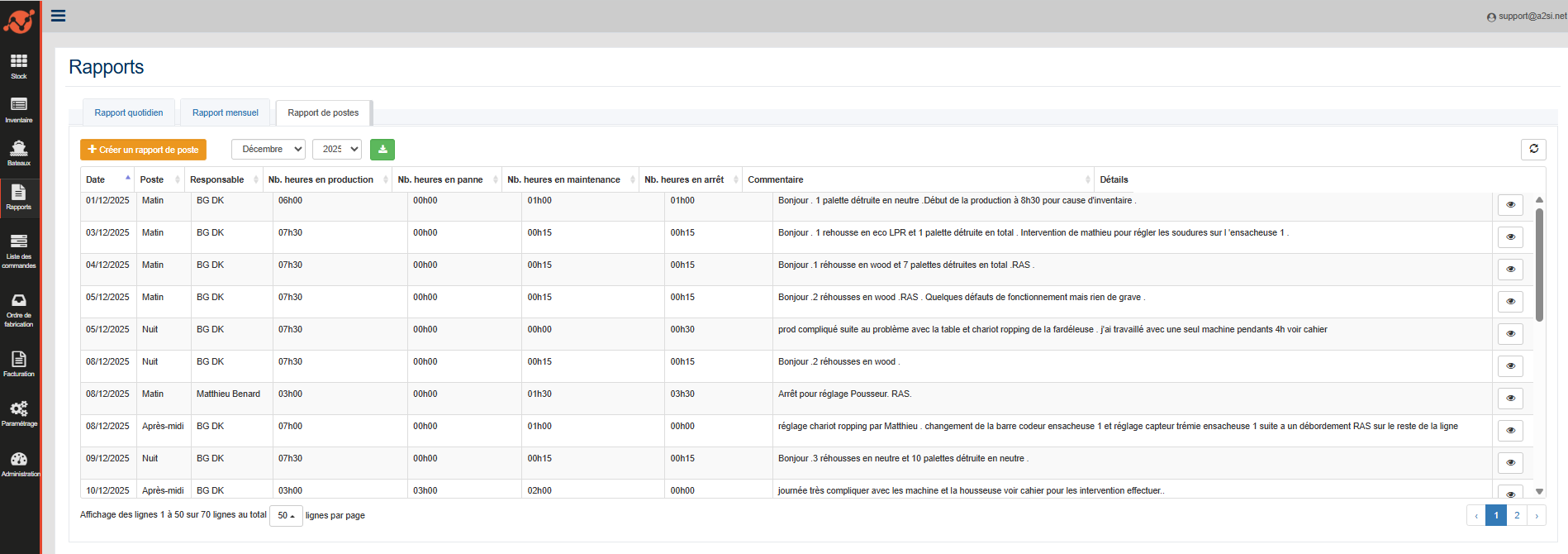
image (4)
-

image (3)
-
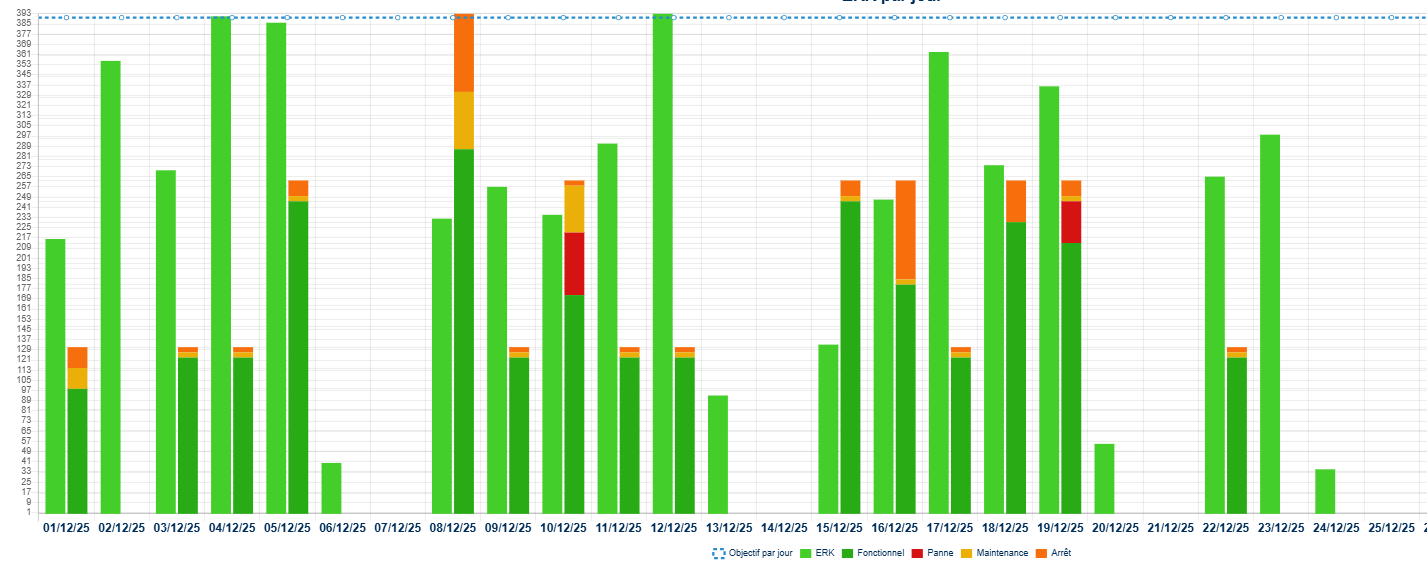
image (2)
Quel était le contexte du projet ?
Notre client exploite une activité de conditionnement de pellets de bois importés via le port de Dunkerque, où les pellets sont ensachés puis préparés sur palettes avant expédition vers différents marchés européens. L’installation repose sur une ligne d’ensachage automatisée dont les performances théoriques sont définies par le constructeur à environ 1 200 palettes par jour, soit près de 400 tonnes de pellets quotidiennes.
Malgré un outil industriel performant, les équipes constataient des écarts récurrents entre les capacités théoriques et les performances réellement atteintes. La question n’était plus de savoir combien produisait la ligne, mais surtout pourquoi elle ne produisait pas davantage.
Quels étaient les principaux enjeux ?
Le premier défi concernait la visibilité car les données techniques existaient déjà dans les automates et les équipements industriels, mais elles étaient dispersées et difficilement exploitables par les équipes terrain, la maintenance ou la direction.
Lorsqu’une baisse de cadence apparaissait, il était compliqué d’identifier rapidement son origine, qui pouvait être multiple : panne mécanique, manque de sacs, rupture d’approvisionnement, attente logistique, arrêt opérateur, changement de série, incident qualité, problème organisationnel.
Sans vision consolidée, les décisions reposaient souvent sur des ressentis plutôt que sur des faits mesurés, l’enjeu consistait donc à transformer les données brutes de production en indicateurs fiables et directement exploitables.
Qu’est-ce qu’un MES et pourquoi est-il devenu indispensable ?
Un MES (Manufacturing Execution System) est une solution informatique située entre les équipements de production et les systèmes de gestion de l’entreprise. Son rôle est de collecter, centraliser et contextualiser les données issues du terrain afin de piloter les opérations en temps réel.
Contrairement à un simple outil de supervision, un MES permet : de suivre les performances de production, tracer les activités réalisées, d’identifier les causes de pertes de rendement, dématérialiser les remontées terrain, de fiabiliser les indicateurs de pilotage mais aussi d’améliorer la prise de décision. Lorsqu’il est associé à un suivi du TRS, il devient un véritable outil d’amélioration continue.
Quelle solution A2SI a-t-elle développée ?
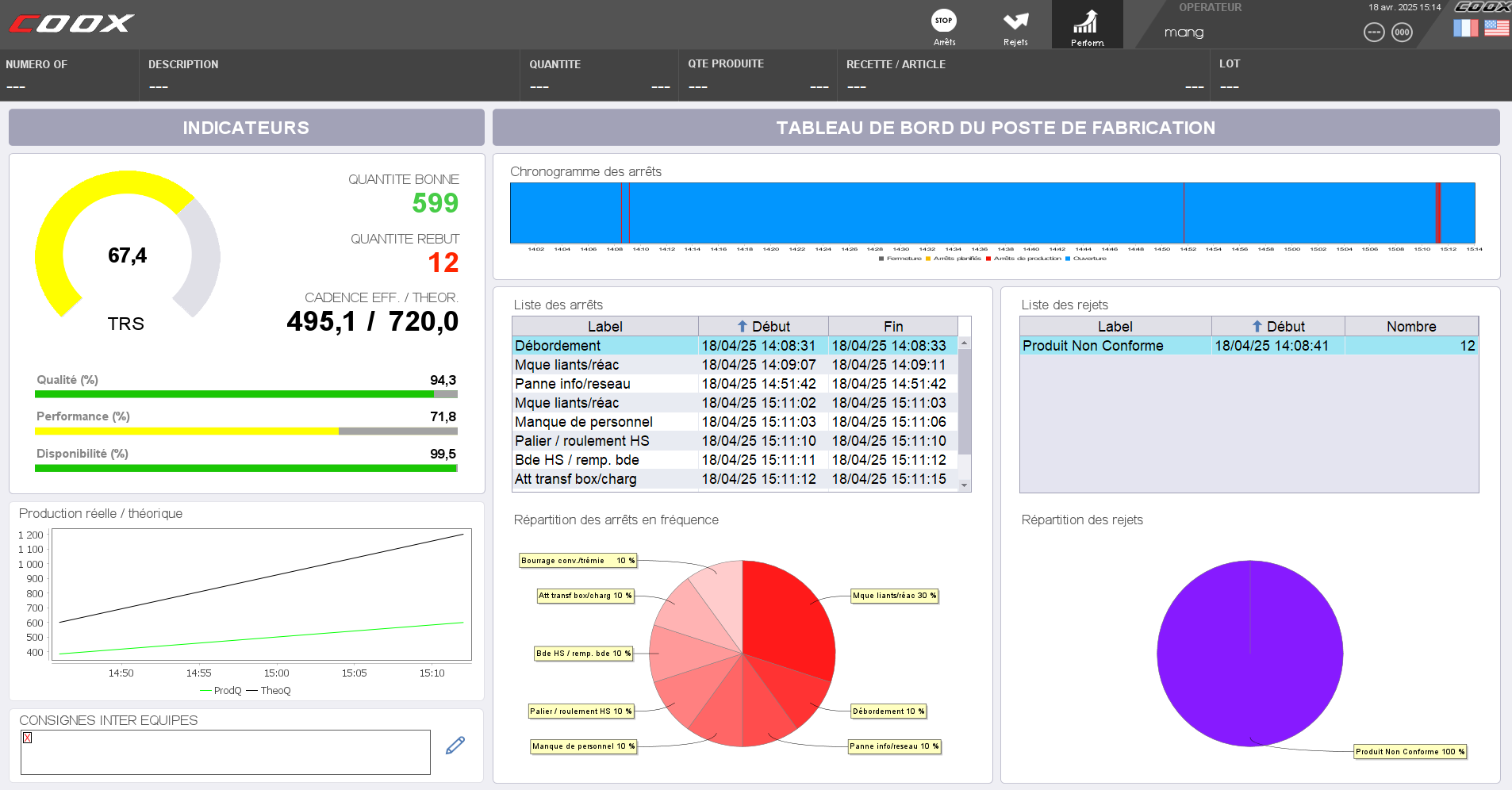
Nous avons conçu une solution 100 % sur mesure. Il faut insister sur le fait que ce projet ne visait pas uniquement à afficher des indicateurs de production, nous avons cherché à donner du sens aux données industrielles. Pour cela, notre système récupère automatiquement les informations de cadence et d’état des machines via des interfaces connectées aux équipements de production.
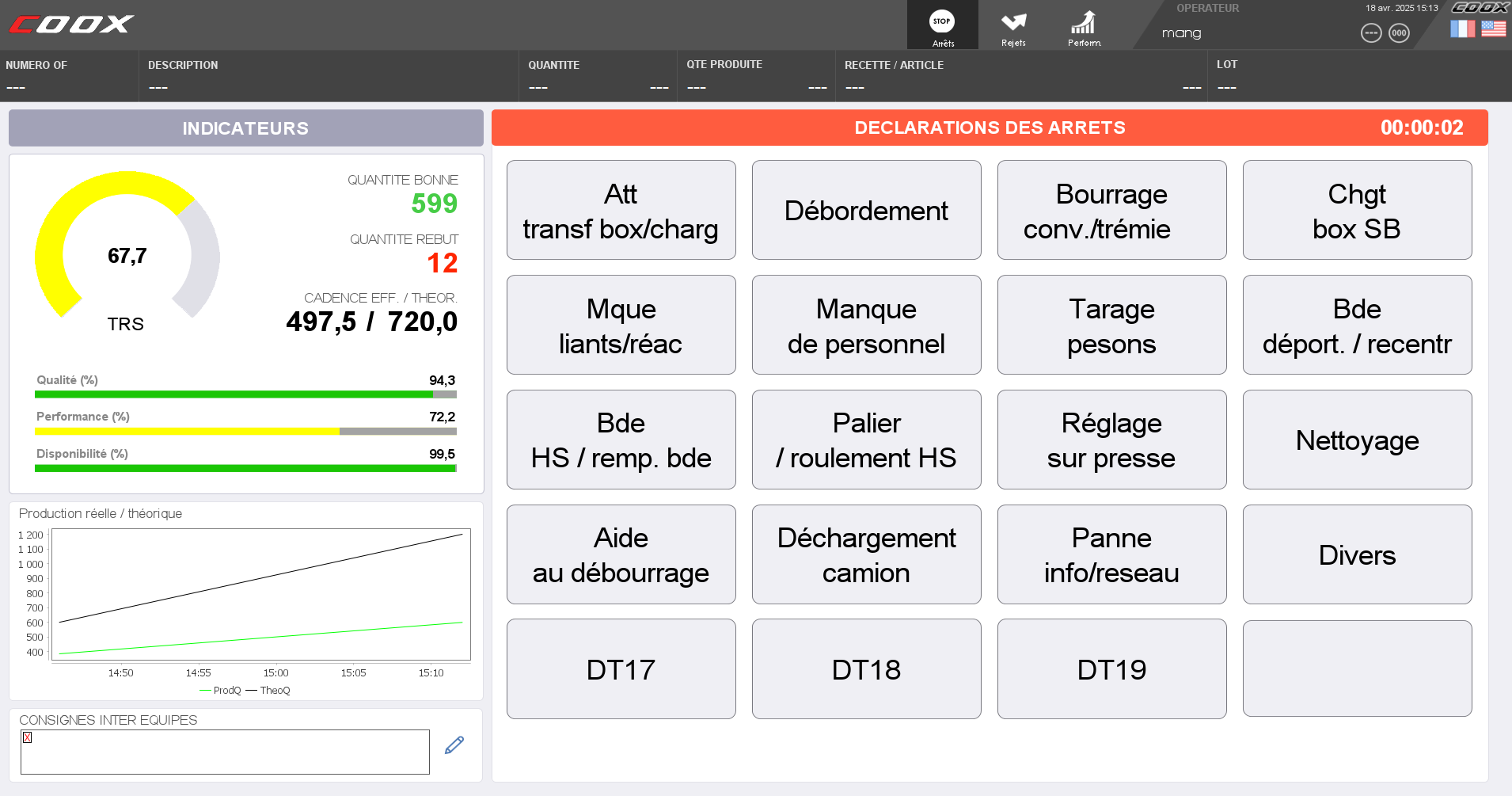
Parallèlement, les opérateurs disposent d’une application web leur permettant de qualifier les événements observés sur le terrain tels que : panne mécanique, manque de consommables, arrêt de production, intervention maintenance, aléa organisationnel ou encore incident ponctuel.
L’intérêt réside dans le rapprochement de ces deux sources d’information, et ainsi une baisse de cadence n’est plus simplement enregistrée, puisqu’elle est à présent expliquée. Ainsi, chaque événement est associé à son contexte opérationnel.
Comment le TRS est-il utilisé dans cette démarche ?
Nous avons développé un système de suivi du TRS spécifiquement adapté aux besoins du client. Le TRS permet de mesurer l’efficacité réelle d’une installation en tenant compte notamment du temps de fonctionnement, des arrêts, des pertes de performance mais également des éventuelles pertes qualité.
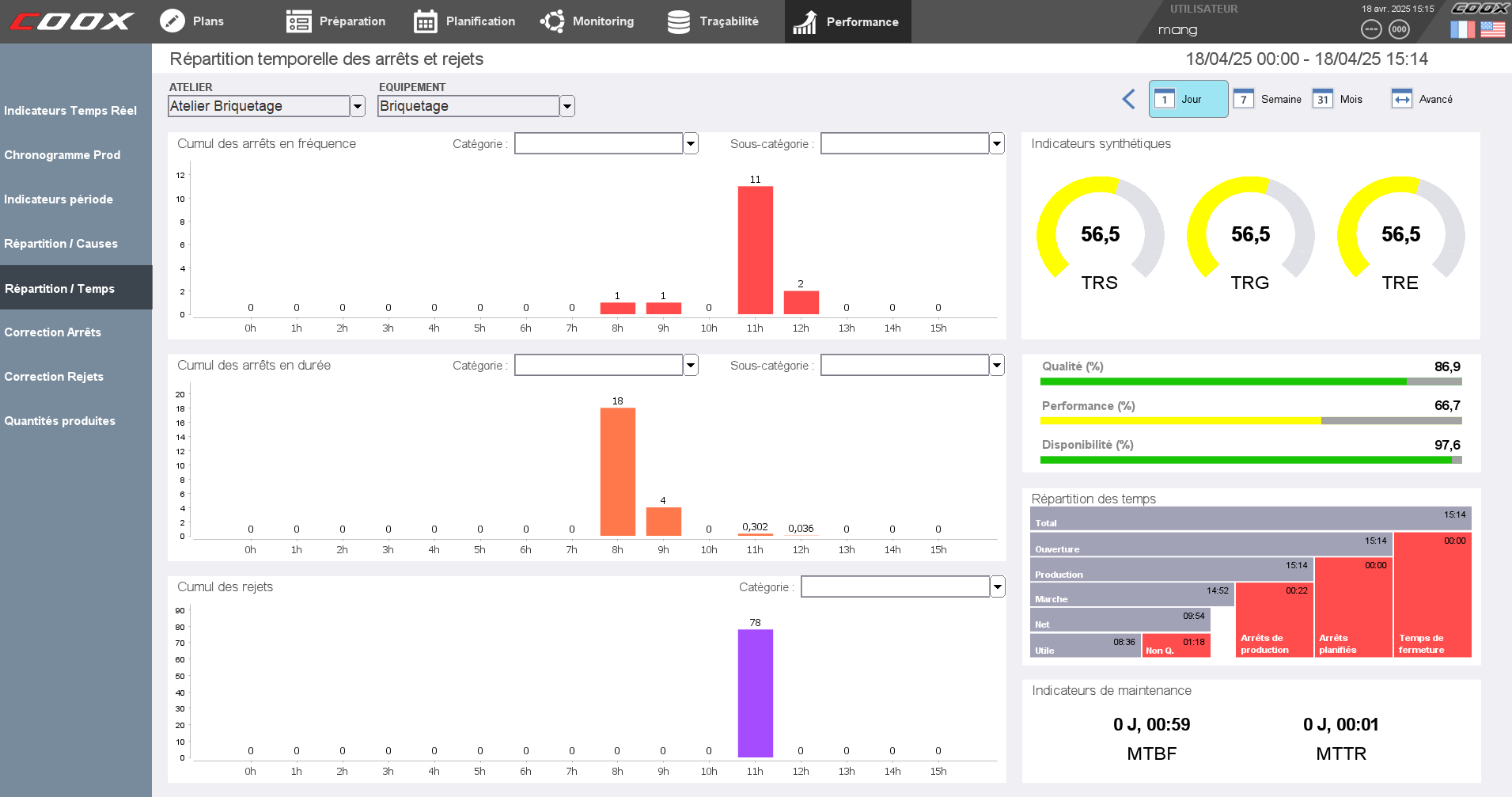
Notre outil calcule automatiquement ces indicateurs et produit des rapports quotidiens détaillés, ainsi les équipes disposent désormais du nombre de palettes produites, des objectifs par poste, du taux de marche des installations, du détail des arrêts, des causes de sous-performance et des temps d’intervention maintenance.
Les données sont présentées sous forme de tableaux de bord et d’histogrammes facilement exploitables par les opérateurs, responsables maintenance, responsables de production et direction.
Quels bénéfices concrets pour le client ?
Le premier bénéfice est la transparence, en effet à présent tout le monde travaille désormais avec les mêmes informations. Les discussions ne portent plus sur l’existence d’un problème mais sur les actions à mettre en œuvre pour le résoudre. Le second bénéfice est la réactivité car les équipes identifient immédiatement les pertes de performance et peuvent agir au quotidien. Enfin, la solution a permis de structurer une véritable démarche d’amélioration continue basée sur des données factuelles.
Grâce à cette approche, le client dispose désormais d’un pilotage précis de son activité et d’une traçabilité complète des événements de production. Ainsi la mise en évidence des causes réelles de sous-performance permet d’orienter les actions de maintenance, d’optimiser l’organisation et d’améliorer progressivement les rendements. Avec cet outil, l’objectif du client est ambitieux : faire évoluer la capacité annuelle de production d’environ 40 000 palettes vers un potentiel de 65 000 palettes grâce à une meilleure maîtrise des performances industrielles.
Une expertise A2SI au service de l’industrie
Ce projet illustre parfaitement l’approche d’A2SI qui d’associer expertise industrielle, développement logiciel et valorisation de la donnée terrain.
Réalisée par deux collaborateurs spécialisés, la solution a nécessité près de 600 heures de développement et 6 mois de projet, dont 4 de conception et développement puis 2 de déploiement et de fiabilisation sur site.
Avec un investissement d’environ 50 000 euros et un retour sur investissement inférieur à un an, cette réalisation démontre qu’un MES adapté aux besoins réels du terrain peut devenir un puissant levier de compétitivité.
Au-delà des indicateurs, c’est toute la culture de pilotage de la performance qui évolue lorsque les données industrielles deviennent accessibles, fiables et directement exploitables par les équipes.
Dans de nombreuses usines, les données existent… mais elles restent souvent dispersées, peu exploitées ou difficiles à transformer en décisions concrètes.